Barrel and drive laser alignment.
The Process.
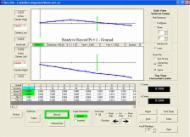
A (Hamar) Laser is attached to the rear of the drive shaft which is then rotated and the laser trued to its centre line, a self centering laser receiver is then passed down the bore, readings are taken at regular intervals and recorded by the computer interface which produces a 2 axis plot of the bore. Any misalignment will then be corrected as necessary, via the barrel jacking points (If fitted), adjustment/shimming of the gearbox mounting to the extruder chassis (or the chassis to the floor), adjustment of any flanges, or a combination of any of the above.


The Benefits.
Correct Barrel to drive alignment and bore straightness are critical to the efficiency and life of an extruder.
Misalignment will cause a build-up of frictional heat in localized areas of the screw where it is in contact with one side of the barrel, while effectively doubling the clearance on the opposing side leading to back-flighting, poor mixing, uneven melt temperatures, surging and premature wear of both screw and barrel.In severe cases screws have been known to flex to the point of breaking!
We need.
Approximately 1 metre space behind the extruder gearbox and at least 2 metres clear space at the die end, screw removed and barrel cold and clean.
We can of course assist in preparing the machine for alignment.
Please don't hesitate to contact us and discuss your specific requirements.
We have just invested in additional laser equipment to allow twin-barrel alignments.